



蔵の中から|「福司」福司酒造・釧路で醸し、釧路で愛される。105年の蔵が「本物の地酒」を貫く理由

全国各地に点在する酒蔵。その扉の向こう側には、造り手たちの数だけ、葛藤と再生の物語があります。
本連載では、日本酒ジャーナリスト・関友美が各地の蔵を巡り、その酒の背景にある情熱と景色をたどります。私自身、かつて蔵の中で麹(こうじ)と向き合い、汗を流した元蔵人。だからこそ、現場の切実な熱量をすくい取りたいと考えています。
第2回は、北海道・道東の拠点、潮気漂う港町・釧路市にある「福司(ふくつかさ)酒造」を訪ねました。

梁瀬 一真(やなせ かずま)
福司酒造 製造責任者(製造部 部長)。1981年、北海道釧路市生まれ。東京農業大学応用生物科学部醸造科学科卒業。学生時代は「発酵の神様」小泉武夫教授のもと、中国の蒸留酒「白酒(パイチュウ)」の研究に没頭。卒業後、都内での勤務を経て2004年に福司酒造株式会社へ入社。2020年より製造部長として、データに基づくチーム醸造を確立。伝統的な「地酒」の守り手でありながら、独自の乳酸菌添加型酒母の開発など、最先端の醸造設計を牽引する。梁瀬之弘社長の甥っ子にあたる。
引き継がれなかった「技」と、暗中模索の始まり

魚介がおいしい海の町らしい、しっかりした旨味と淡麗さを併せ持つ「福司」。北国の夜は長く、“しばれる”身体に染みわたる、何杯でも飲めそうな味わいの酒です。
1919年(大正8年)の創業から100年以上の歴史を誇る福司酒造。かつて10以上あった釧路の蔵も、今やここ一軒となりました。

大学卒業後、先々代の祖父が倒れたことをきっかけに梁瀬一真さんは蔵に入りました。当時の現場は「技は見て覚えろ」という職人気質。下働きをしながら酒造りを覚える日々を過ごします。
転機は2015年、当時現場の責任者であった女性杜氏が私的な事情により退職したことでした。当時の酒造りは、口伝や経験に支えられる部分が大きく、「勘」や「経験」に頼っていた職人の技を、誰でも理解できるよう言葉や数字のレシピとして共有する仕組みは、まだ十分に整っていませんでした。蔵に残されていたのは、日々の醪(もろみ)の温度を記した経過票と、これまでの経験の積み重ね。それらを手がかりに、現場は次の一歩を自ら考える必要がありました。
「結果的に、誰かの答えをなぞるのではなく、自ら問い続けることの重要性を考えるキッカケとなりました」と一真さん。
-

蔵の外から見た蒸米中の様子。寒暖差で白く大きな蒸気が広がっている。
現場に残されたのは、一真さんと掛札(かけふだ)さんの2名。
当時はまだ日本酒業界全体が低迷期の只中で、新卒を採用しようとする蔵は稀な状況でした。しかし、社長は「これからは人材育成が重要になる」と新卒募集を断行。大卒や大学院卒、異業種からの多彩なメンバーが集まりました。酒造りに関しては全員が素人の集団でしたが、この社長の思い切った判断が、今の福司の土台を作ったのです。
一真さんはその環境下で、自らはメンバーの育成と、酒造りの「数値化・情報共有」による土台作りに専念することを選びました。
-

製麹中の麹屋・栗栖さんの背中と、一真さん。麹室や酒母室ではそれぞれが好きな音楽をかけて作業に励む。
ブラックボックス化しがちな職人技を、誰もが理解できる「論理」へ変換する。杜氏のバトンが引き継がれた現在、当時一真さんが育て上げた精鋭たちが、福司の現場の中核を担っています。この「開かれた酒造り」こそが、現在の「チーム福司」の原点なのです。
海の男たちの知恵と、科学が溶け合う「チーム福司」
-

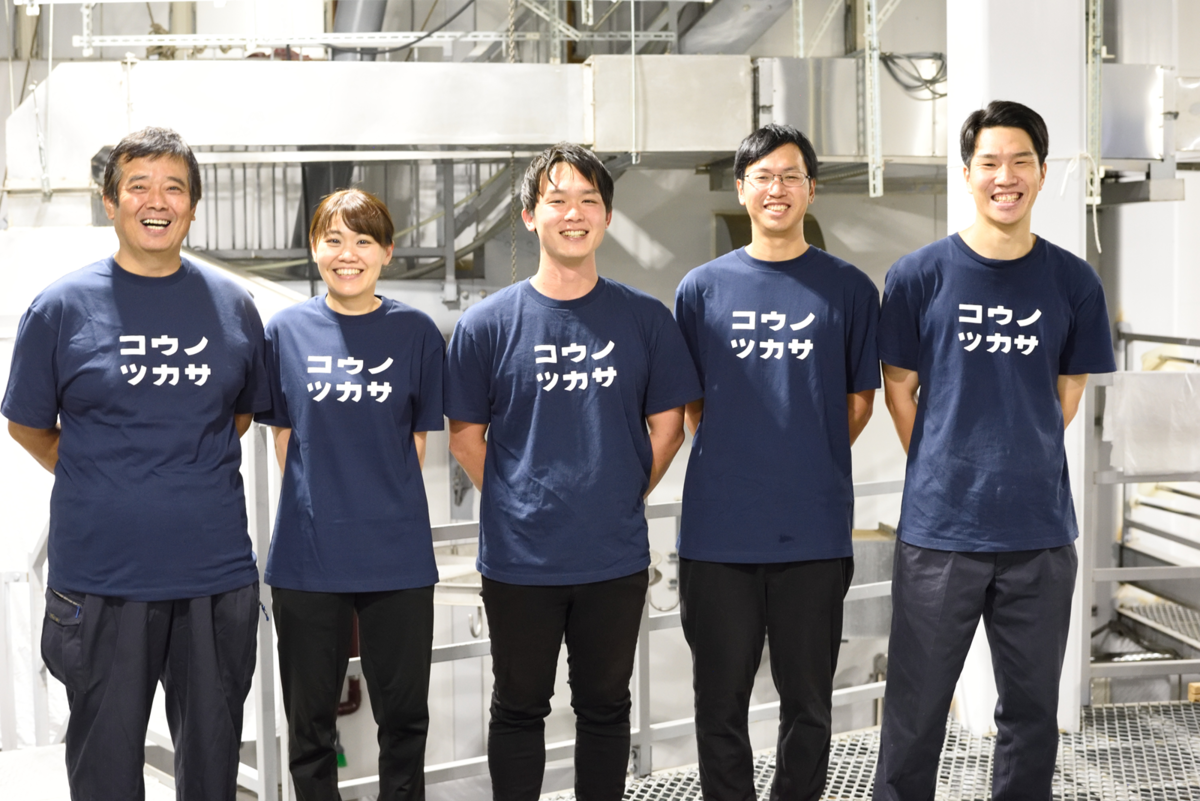
(左上から時計回りに)三浦さん、梁瀬一真さん、七井さん、栗栖さん
現在、年間約1,000石(一升瓶換算で約10万本)を醸し、その販売先の約9割は地元・釧路エリア。圧倒的な支持が福司の誇りです。現場は一真さんを含む正社員6名、仕込みを支える3名の醸造補助スタッフが主軸となります。
一真さんの理想を形にするチームは、実に絶妙なバランスです。酒母を司る「酛屋(もとや)」の三浦さんは、新しい発想に対してもロジックと実行性を確認しながら、現場で成立させる道筋を探ります。一方、「麹屋」の栗栖(くりす)さんは工程全体を俯瞰し、リスクや抜け漏れがないかを精査する役割。攻守の異なる視点が、福司の酒造りを支えています。
-

蒸上がった米を掘り、放冷機に移動する梁瀬惇史さん
入社3年目で洗米を担当する七井(なない)さんは、元地元商社の営業職で、3児の父。SNSへの登場も多く、カメラを向けると場を和ませてくれる存在ですが、現場では一転して慎重派。手順を省かず、確認を重ねながら、着実に酒造りを身につけています。
一方、食品メーカーでの営業経験を経て入社した社長の息子、1995年生まれの梁瀬惇史(あつし)さんは、東京農大卒業の経験を活かし、クリーンベンチ(微生物の培養などを行うための無菌作業台)を用いた微生物実験など、将来を見据えた技術面を担っています。現在は七井さんと連携しながら、現場と研究の両輪を回す役割を担っています。

そして、このチームを支えるのが地元ならではの布陣です。3名の醸造補助スタッフのうち、一人は現役の漁師さん。彼らは酒造りの専門家ではありませんが、極寒の現場で身体を使う仕事のプロフェッショナル。重い米袋を運び、櫂入れ(かい入れ)を淡々とこなす姿は、これ以上なく頼もしい存在です。
-

釧路川の河口、すぐ先には極東の冷たい太平洋が待ち構える。取材中、凍てつく静寂を切り裂いて、夜の漁へと出港する船があった。スケトウダラか、あるいはサバを追うのか。北の荒海で戦う人たちの営みに触れた。
一真さんは、かつて蔵を支え、若くして他界された漁師蔵人の近藤さんのことを「本当に偉大な人だった。彼と共に働けたことは僕らの財産」と振り返ります。近藤さんは、仕事の仕方はもちろん、人間関係や「日々を腐らずに生きる姿勢」を教えてくれました。
「お前たちの仕事は幸せなんだぞ!」
長年、ウニ漁師として真っ暗な海に命がけで飛び込み、重りのついた潜水服で獲物を探してきた男からのエール。そのあまりにも過酷な現場を知る男の言葉は、科学を信じる一真さんの心に、地酒としての温かな「体温」を吹き込みました。最新の知見で引かれた設計図を、土地の知恵を知る男たちが形にする。この補完関係こそが、福司の背骨なのです。
-

仕込み蔵2階で、麹米の放冷をする様子。蔵人みんな、日本酒が好きで、「仕事は楽しく、うまい酒を」をモットーに、互いの長所を活かしあう連帯感がこの蔵の特長だ。
未来を醸す実験場、セカンドブランド『五色彩雲』

2023年、セカンドブランド『五色彩雲(ごしきのくも)』が本格始動しました。この名は、古来よりおめでたいことが起きる前触れとされる「瑞雲(ずいうん)」に由来します。仏を招く五色の雲のイメージは、福を司る(招く)「福司」の精神を象徴するものです。
「釧路の空の色が大好きなんです。日本の東端にあって、午後4時にはもう始まり、刻一刻と表情を変える鮮やかな夕焼け。広い空に浮かぶ雲がオレンジや青に染まっていく、あの印象的な街の景色を、そのままお酒に込めたかった」と一真さんは語ります。

世界三大夕景の一つにも数えられる釧路の空。ラベルのロゴはアイヌ文様をモチーフにし、地域のアイデンティティを表現。スペック違いのラインナップ名も土地の記憶と直結しています。
アイヌ語で「新しい」を意味する『Ashiri(アシリ)』、祈りの場に由来する幣舞橋から名付けた『Nusamai(ヌサマイ)』、摩周湖をイメージした『Mashu(摩周)』、そして釧路特有の海霧を指す『Jiri(ジリ)』。
-

左から『五色彩雲 Goshiki no Kumo』Nusamai(幣舞)、Ashiri(アシリ)、Mashu(摩周)、Jiri(霧)
これらは酒造りを研究し、今後も人々のニーズにも応え、100年先も釧路の地酒であり続けるための壮大な実験場なのです。
「福司」は釧路に行かないと飲めない酒。そしてこの『五色彩雲』ブランドは、福司酒造の「知的な好奇心」を形にしたアンテナショップの役割を果たし、道外や札幌など地元以外にも広く届けられます。
醸造技術の核心――「100年先の設計図」に向けた助走

元蔵人として唸らされたのは、この実験場で磨かれている醸造ロジックです。仕込み水は釧路湿原を源流とする清らかな伏流水。一真さんは、福司のオリジナリティを模索した結果、自分たちが育てた「菌」による醸造に辿り着きました。
日本酒造りは、麹菌、乳酸菌、酵母といった菌たちが主役を交代しながらバトンを繋いでいく「リレー」のようなものです。まず麹菌が米を分解して糖をつくり、乳酸菌が環境を整え、最後に酵母がアルコールを醸す。この一連の流れを、一真さんは極めて緻密にコントロールしています。

挑戦の一つが、白麹によるクエン酸で早期にpHを下げ、そこに乳酸菌と酵母を共存させる制御です。乳酸菌が酵母に先駆けて醪(もろみ)の中を整え、その環境に酵母が応えることで、これまでの日本酒にはなかった複雑な香りと奥行きが生まれます。


要するに、菌たちがバトンを渡すタイミングや条件を、科学の力で最適に整えているのです。乳酸菌が酵母のために「旨味のタネ」をまいておくことで、アルコール度数を下げても水っぽくならず、軽やかさと濃密なコクが両立した理想のバランスを導き出しています。

一真さんは現在、蔵独自の乳酸菌の正体を突き止め、その特性を解明する「同定(どうてい)」という作業を終え、本格活用に向けた試験を深めており、9BY(令和9酒造年度=2026年7月~2027年6月)からの本格導入を目標としています。低アルコールの『Jiri(ジリ)』も、現在はまだステップの途上。

外気温マイナス20度、蔵の中でも5度ほどにまで冷え込む釧路の冬を、彼らは逆手に取り「天然の冷蔵庫」として計算に入れています。最新の冷却設備と厳冬の環境を掛け合わせ、0.1度単位の制御で地酒の在り方を磨き直しているのです。
静寂とコントラストの街で育まれる「だら燗」

「地元に16万人の市場がある。ここで認められてこそ、本当の地酒なんです」
一真さんの言葉の背景には、釧路という土地が持つ圧倒的な個性が横たわっています。
夜の繁華街、ネオンのすぐそばを当たり前のようにキタキツネが通り過ぎ、市立博物館で知った原生林や道東独自の生態系が街のすぐ隣に息づいています。私は20年ぶりに訪れる釧路に、剥き出しの自然と都市が溶け合う「コントラストの街」を感じました。
-

午後4時には日が沈み、5時にはすっかり辺りは真っ暗。6時になれば、私の体感はいつもの夜8時でした。得した気分になるほど、とにかく釧路の夜は長い。
ここは、用意された娯楽に身を任せる場所ではありません。しかし、カヌーを漕ぎ、アイヌ文化を探求し、ただ広大な空を眺め、旨い海産物を食す。そんな目的を持って旅する知性と探求心のある大人にとって、これほど贅沢な場所はありません。
-

「福司」のおいしいだら燗が飲める「ろばた鱗」
この街の長い夜に欠かせないのが、「だら燗(かん)」文化です。釧路名物の炉端焼き。その囲炉裏の端に置かれた壺の中で、遠赤外線の熱によってじわじわと対流しながら温められる日本酒。手間がかかるためやめる店も増えていますが、一真さんは「続いてほしい大切な文化」と力を込めます。
-

-

遠赤外線で温まる壺には福司の本醸造と純米が。秘伝のタレのごとく継ぎ足され、熱い蓋には持ち手代わりの布が巻かれている。
-

「福司」のカップに、なみなみ一合以上入っているだら燗
「だらだら温めて、だらだら飲むから『だら燗』。角が取れ、身体の芯からほどけていくようなお燗を、この厳しい寒さの中で楽しんでほしいんです」。
極寒ゆえに透き通る空気の中で、街の灯がダイヤモンドのように輝く夜景。その静寂の中には、確かにこの地を守り続ける人々の体温がありました。
凍てつく夜を灯す“地酒”の熱
-

取材のさいごに。梁瀬一真さんと筆者
一真さんは言います。
「爆発的なブームはいらない。着実に、“本物の地酒”でありたい」
地元に背を向け、都会の流行を追うのではなく、今も確実に釧路の夜を温めていることに誇りを持ち、それを続けていく。不完全であることを隠さず、常に「なぜ」を問い続ける彼の姿勢は、惇史さんや蔵人、漁師蔵人たちへと、熱を持って伝播していました。

あなたがもし、釧路を訪れ、幣舞橋の上で午後4時の夕焼けを見て、凍てつく風に吹かれながらキラキラと輝く街の灯と、降るような星空を仰いだなら。
釧路の長い夜、熱い「だら燗」を喉に流し込む。そのとき、あなたはきっと気づくはずです。福司という酒が、単なる飲み物ではなく、自然とともに生きる人々の「祈り」と「誇り」そのものであることに。
【蔵元・施設情報】福司酒造株式会社
- 所在地: 北海道釧路市住吉2丁目13番23号
- 創業年: 1919年(大正8年)
- 代表者: 代表取締役 梁瀬 之弘
- 製造責任者: 製造部長 梁瀬 一真
- 主要銘柄: 福司(ふくつかさ)、五色彩雲(ごしきのくも)
- 蔵見学: 不可(売店あり)
- 公式サイト: https://www.fukutsukasa.jp/
- 「五色彩雲」ブランドサイト: https://goshiki-no-kumo.com/
▼「蔵の中から」前回記事はこちら
関連記事